专注于PE、PVC塑料管道的生产
HDPE双壁波纹管、给水管、井筒管、克拉管
热线电话
15554875799
HDPE双壁波纹管、给水管、井筒管、克拉管
15554875799

PRODUCT CLASSIFICATION
以市场为目标,以质量图生存,以科技谋发展
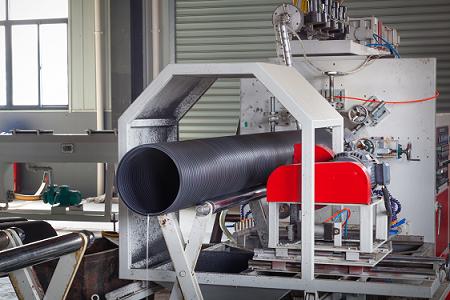
公司以优质高密度聚乙烯为原料、主要生产聚乙烯双壁波纹管(HDPE)、大口径HDPE钢带增强聚乙烯螺旋波纹管、PE给水管。

15554875799
公司引进国际较先进的HDPE双壁波纹管材生产线,严格执行国家标准,产品质价比达到同行业较先进水平。
山东通达塑业有限公司是国内较大的聚乙烯HDPE双壁波纹管材生产企业之一。公司引进国际较先进的HDPE双壁波纹管材生产线,严格执行国家标准,产品质价比达到同行业较先进水平。
公司以优质高密度聚乙烯为原料,主要生产聚乙烯双壁波纹管(HDPE)(DN200mm至DN800mm八种规格24种型号),大口径HDPE钢带增强聚乙烯螺旋波纹管(DN200mm至DN2000mm),PE给水管(PE63、PE80、PE100)。公司生产的HDPE为在线双壁扩口,增强了扩口的密实性和耐用性,广泛用于市政工程雨水、污水排放;生活小区污水排放;工矿企业污水排放、排水管道;市政排污、雨水收集;电线电缆护套工程;通风系统等。
公司自组建以来,始终遵守“质量为本、诚信发展、做大做强、服务中国”之宗旨,企业信誉在大幅提高,产品市场拓展迅猛。

带您了解行业动态